
Die Mˆglichkeiten des 3D Druckes werden stark durch die Grˆþe des Druckers vorgegeben. Mein erster FDM Drucker, der RF100, hat mit 10x10x10 [cm] gerade einmal 1 Liter Druckvolumen. Gut, er kostete auch nur 249,-Ä. F¸r gut das doppelte, 519,-Ä bekommt man den "Creality CR10-S", ein FDM Drucker mit einem Druckbereich von 30x30x40 [cm], also 36 Litern! F¸r das doppelte Geld 36-mal mehr Druckvolumen. Gut, wenn man keine groþen Teile drucken will kann man hier mit lesen aufhˆren, ich will das schon mal ausprobieren...
Also wurde der Creality CR10-S einmal bei www.amazon.de bestellt.
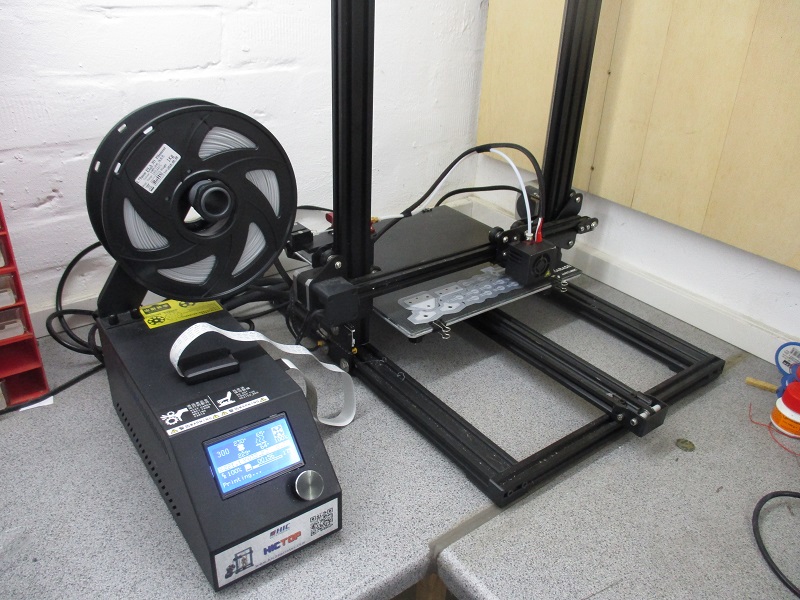
Laut den Daten ist der Drucker gigantisch:
Zwei Tage sp‰ter kam der Drucker per Post bei mir an.
Zur Montage ist nicht viel zu sagen, mit ein paar Schrauben wird der "Galgen" an den "Rahmen" geschraubt und die Stecker der Control-Box mit den Motoren, Endschaltern und dem Druckbett verbunden. Da kann man nichts verkehrt machen, da alles ordentlich beschriftet ist.
Nach der Montage das Bett leveln und schon kann es losgehen.
Mit den Standard Einstellungen wurde dann auch gleich eine grˆþere Konstruktion, ein Nachr¸stweichenantrieb, gedruckt.

Beim Drucken von kleineren Serien, oder groþer St¸ckzahlen kann der Creality-CR10S seinen Bauraum zur Geltung bringen. Hier druckt er gerade sieben mechanische Unterflur-Weichenantriebe gleichzeitig.
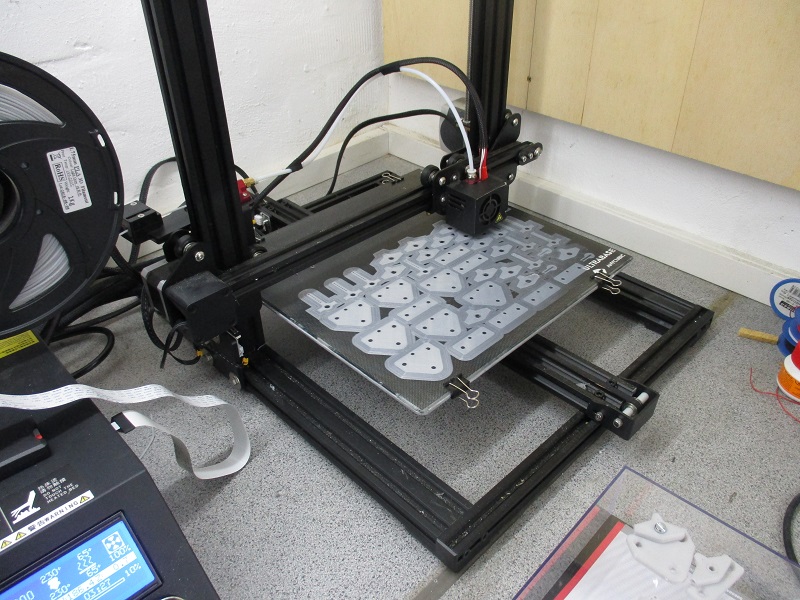
Hier sind es acht Halterungen f¸r Umpolschalter der sp‰teren Herzst¸ckpolarisierung.
Schneller geht es deswegen nat¸rlich nicht, viele, oder groþe Teile brauchen Zeit. So entstanden die Weichenantriebe in 20 Stunden und 30 Minuten. Solche Druckzeiten sind nicht ungewˆhnlich.

Das Gefummel mit der Micro SD-Karte ist nicht so meine Sache, zu dicke Wurstfinger. Also habe ich mir bei www.amazon.de einen Adapter "Micro SD auf SD mit Verl‰ngerungskabel" bestellt.
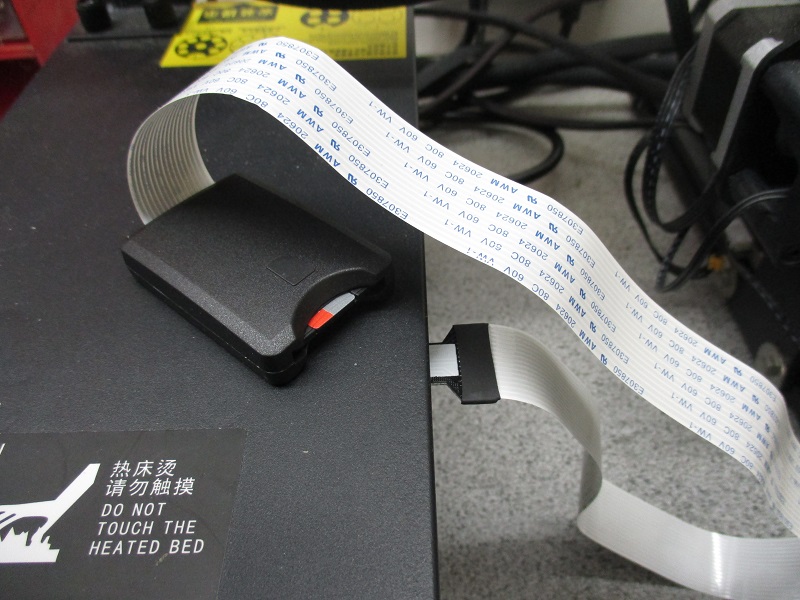
Das lange Kabel habe ich etwas aufgewickelt und fixiert, das Geh‰use des Adapters vorne mit doppelseitigem Klebeband befestigt. Nun kann man normale SD-Karten verwenden die sich einfacher Handhaben lassen.
Um die Aufheizzeit zu verk¸rzen habe ich versucht mit hitzebest‰ndigem Silikon den Heizblock zu isolieren. Sieht Scheiþe aus, funktioniert aber.

Bei der n‰chsten D¸senreinigung oder D¸senwechsel zeigt sich schnell warum die Idee nur so "halb-gut" ist. Den Silikon-Batzen muþ man jedes Mal abpulen und erneuern. Daf¸r gibt es bei www.amazon.de fertige "Silikon-Socken" f¸r den Creality CR10-S.
So ausgestattet l‰uft der Drucker nun schon seit zwei Jahren nahezu stˆrungsfrei.
Das Aufheizen der D¸se geht Dank der Isolation schneller, aber die Aufheizzeit f¸r die Bauplatte ist immer noch sehr lang. Um diese Aufheizzeit zu verk¸rzen habe ich eine 8mm dicke Isolierung f¸r die Unterseite des Heizbettes besorgt.
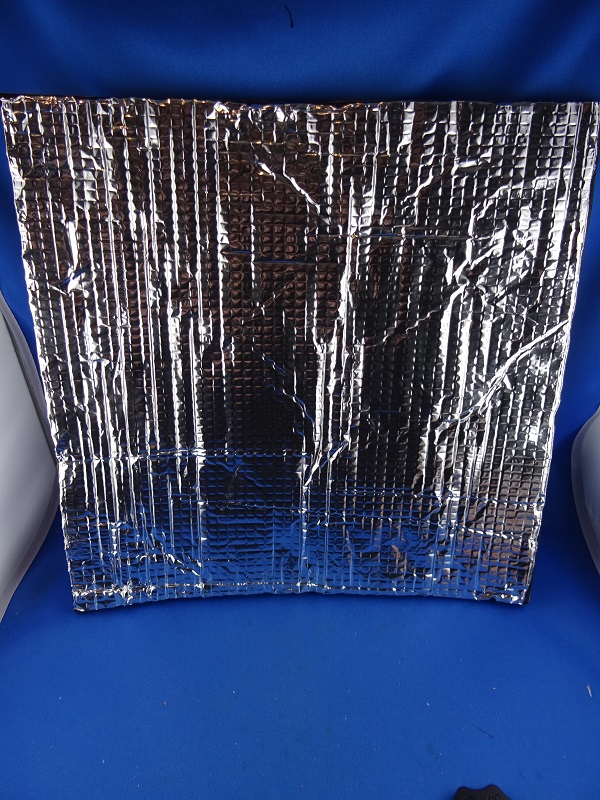
Die Ecken f¸r die Schrauben habe ich von der Isolierung abgeschnitten, ebenso den Bereich des Anschlusses f¸r das Heizbett. Danach wird die Isolation fl‰chig auf das Heizbett geklebt. Nach dem Einbau ist davon nichts mehr zu sehen.

Leider habe ich die Aufheizzeit der Bauplatte vorher nicht gemessen, aber ich glaube schon eine merkliche Reduzierung der Aufheizzeit zu erkennen.
Ein wenig fummelig ist das Leveln mit den kleinen R‰ndelmuttern. Hier habe ich ein Angebot mit neuen Federn und deutlich grˆþeren R‰ndelmuttern.

Die neuen grˆþeren R‰ndelmuttern, rechts im Bild, im Vergleich zu den am CR10 verbauten kleineren die im Bild links zu sehen sind.

Den Sinn der Silikonblˆcke anstelle der Federn zum Andr¸cken der Bauplatte hatte ich zu Beginn nicht recht verstanden. Wenn man welche hat wird es schnell klar: Sie bringen einfach mehr Stabilit‰t, weil weniger Vorspannung nˆtig ist um das Bett zu fixieren und sie trotzdem beim Richtungswechsel nicht zum Nachschwingen neigen, wie dies bei den Federn der Fall ist.

Die neuen Silikonblˆcke, rechts im Bild, im Vergleich zu den am CR10 verbauten, kleinen Federn, die im Bild links zu sehen sind, und der bereits vorher erfolgten Optimierung mit l‰ngeren und h‰rteren Federn.

Der Filamentrollenhalter ist starr mit einem Halteb¸gel aus Stahl verschraubt. Funktioniert, aber das Herumrutschen der Filamentrolle auf dem Halter hat mir nicht gefallen. Mit zwei Kugellagern f¸r 8mm Wellen, zwei M8-Muttern, einem M8 Gewindestangenabschnitt und ein paar Druckteilen l‰þt sich dies verbessern.

Um das Rohr des Filamenthalters mit den Kugellagern zu verbinden werden vorne und hinten je eine Aufnahme montiert.

Auþen sind die Aufnahmen flach.

Die Aufnahmen haben zwei unterschiedlichen ÷ffnungen, einmal nur f¸r die Mutter zum Festspannen, die grˆþere f¸r eine Unterlegscheibe.
Die Aufnahmen wenden mit je einem 8mm Kugellager und dem Halterohr verklebt, alternativ mit Muttern auf der Gewindestange fixiert, was ein wenig knifflig ist.

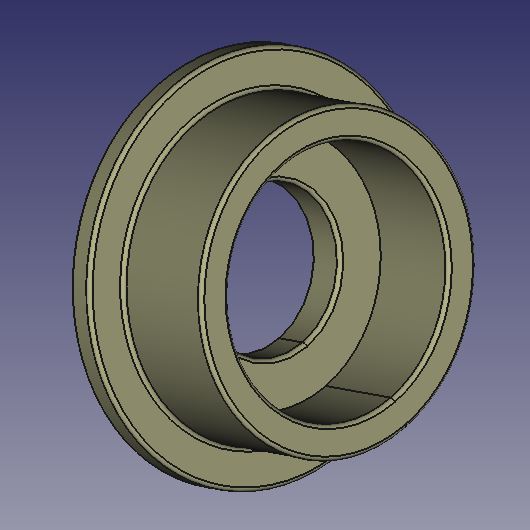
Die Andr¸ckscheibe st¸tzt die Gewindestange zum Halteblech hin ab, und innen auf dem feststehenden Lagerring des Kugellagers.

Der Absatz der Andr¸ckscheibe zentriert den Halter zum groþen Loch im Halteblech.
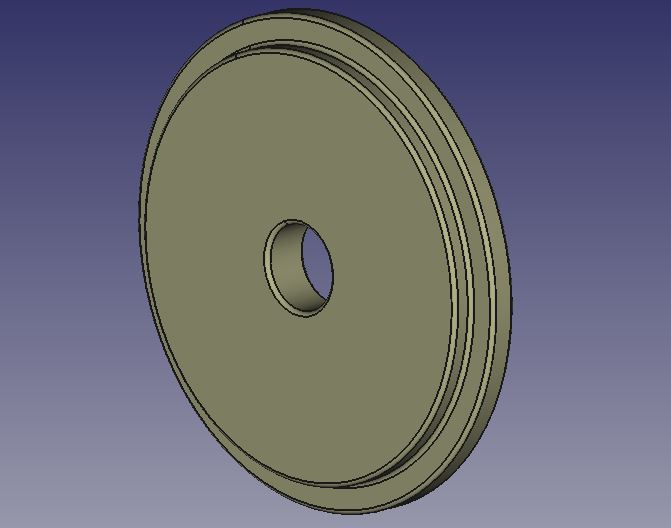
Die R¸ckseite der Andr¸ckscheibe ist glatt, hier dr¸ckt eine Mutter die Scheibe an die Halteplatte.

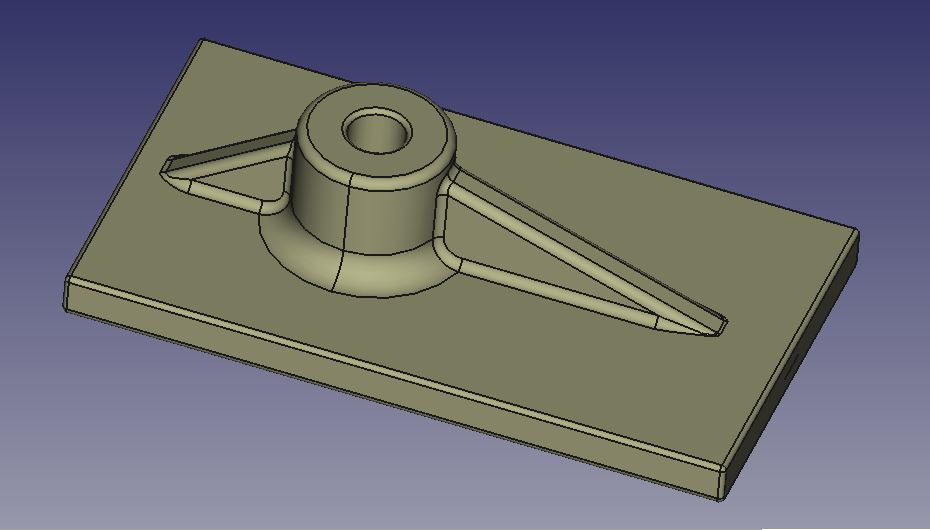
Die Halteplatte ist das grˆþte Bauteil der Konstruktion. Sie f¸hrt die Gewindestange und h‰lt sie im 90∞ Winkel zum Halteblech. Breite und Rundungen an den Kanten sind so gew‰hlt das es exakt in das gebogene Halteblech passt.
Die Montage beginnt mit dem Einkleben eines Kugellagers in die Aufnahme mit dem kleinen Durchgangsloch f¸r eine Mutter. Vor und hinter dem Kugellager ist eine M8-Mutter, die das Kugellager auf der Gewindestange fixiert.

Auf dem kurzen Gewindeende wird die Zentrierscheibe aufgesteckt, die flache R¸ckwand zeigt zur Mutter. Das Gewinde muþ lang genug sein, um durch die Halteplatte zu passen und noch ein paar Gewindeg‰nge f¸r die Hutmutter zum Festziehen.

Das Rohr bekommt vorne die Aufnahme mit groþem Durchgangsloch und nat¸rlich auch ein Kugellager. Hier muþ die Gewindestange in der L‰nge durch das Lagerrohr passen und vorne ein paar Gewindeg‰nge f¸r die Hutmutter zum Aufschrauben lassen.

Ist das Rohr auf der Gewindestange montiert sollte es sich leicht drehen lassen, aber nicht axial verschieblich sein.

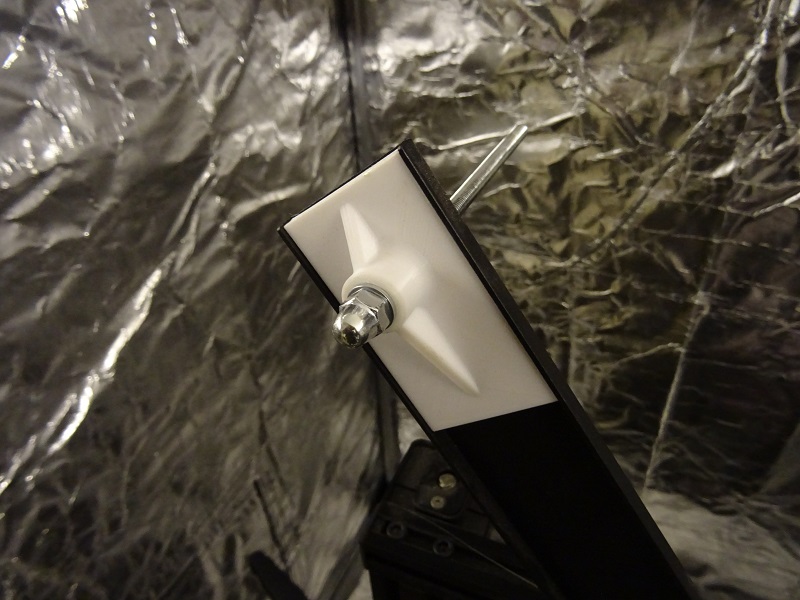
Zur Kontrolle wird nun noch die Halteplatte montiert.

Die Hutmuttern erzeugen einen optisch schˆnen Abschluþ und sehen besser aus als eine abgeschnittene Gewindestange.

Das Halteblech weiþt nur ein Loch im Durchmesser des Lagerrohres auf. Hier werden Halteplatte und Zentrierring angeschraubt.

Ohne die Rolle wird nun die Halteplatte mit der Gewindestange und der hinteren Rohraufnahme verschraubt. Die Hutmutter zuerst auf der Gewindestange anziehen, dann mit der M8-Mutter Halteplatte, Zentrierplatte und Kugellager der hinteren Aufnahme verschrauben.
Nun noch die Rolle aufstecken und die vordere Aufnahme mit der Hutmutter verschraubt.

Filament-Rolle aufstecken, fertig zum Drucken.

Die STL-Files zum Nachdrucken: